


联系我们

数控钢筋笼成型机-物美价廉
发布时间:2024-07-06 01:50:14 浏览次数:1 公司名称:[济南]建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 36000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流/专车 |
| 最小起订 | 1 |
| 质量等级 | 优等 |
| 是否厂家 | 是 |
| 产品品牌 | 河河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000MM长度40米 |
| 整机重量 | 4500KG |
| 安装尺寸 | 16*5M |
| 小车电机 | 3kw/5.5kw |
| 动力头电机 | 5.5kw/7.5kw(选配) |
| 调直电机 | 5.5kw/7.5kw(双筋) |
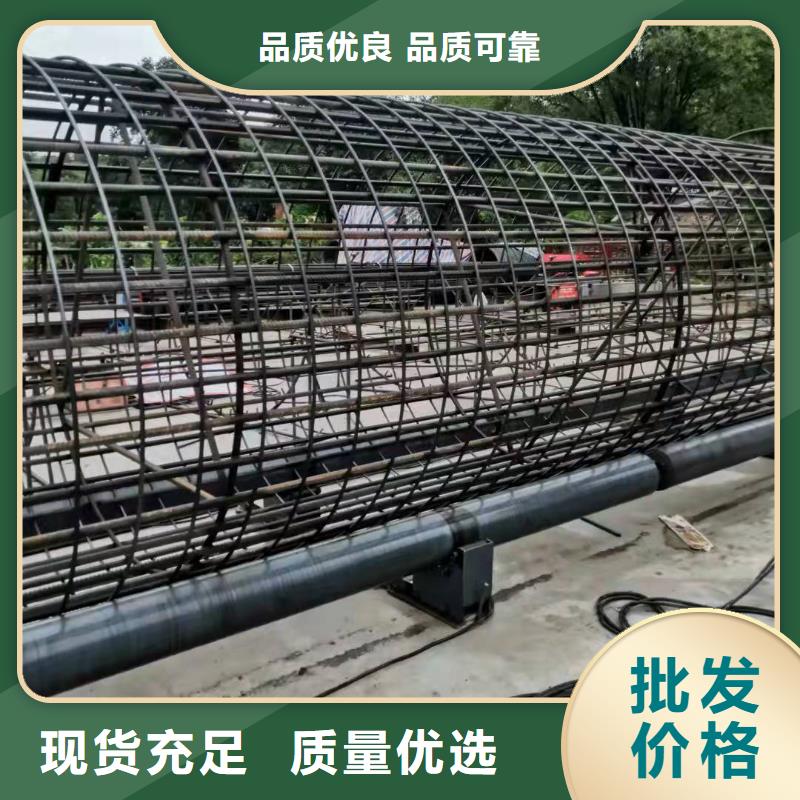


济南数控钢筋笼成型机-物美价廉
钢筋笼滚笼机随着全球经济的发展,建筑业和道路交通事业突飞猛进。通常我们把钻孔灌溉、挖孔桩、立柱等预制件的钢筋结构叫钢筋笼。钢筋滚笼机的操作步骤分为哪几步呢?我们一起来看一下。1、钢筋滚笼机入场后,依照整体规划将原料归类储放并填好相对的原材料标识标牌,含建筑钢筋生产厂家信息内容、生产制造批号、入场时间、自查及申报状况等。2、新项目当场技术人员依据必须工程施工位置的设计图整体规划所截钢筋下料长短,在建筑钢筋区开料激光切割。3、建筑钢筋放进量尺寸明确的胎墙上开展激光切割开料后迁移到套丝去滚丝,滚丝后的建筑钢筋务必历经边缘打磨抛光整平后,即可进到下一条工艺流程。

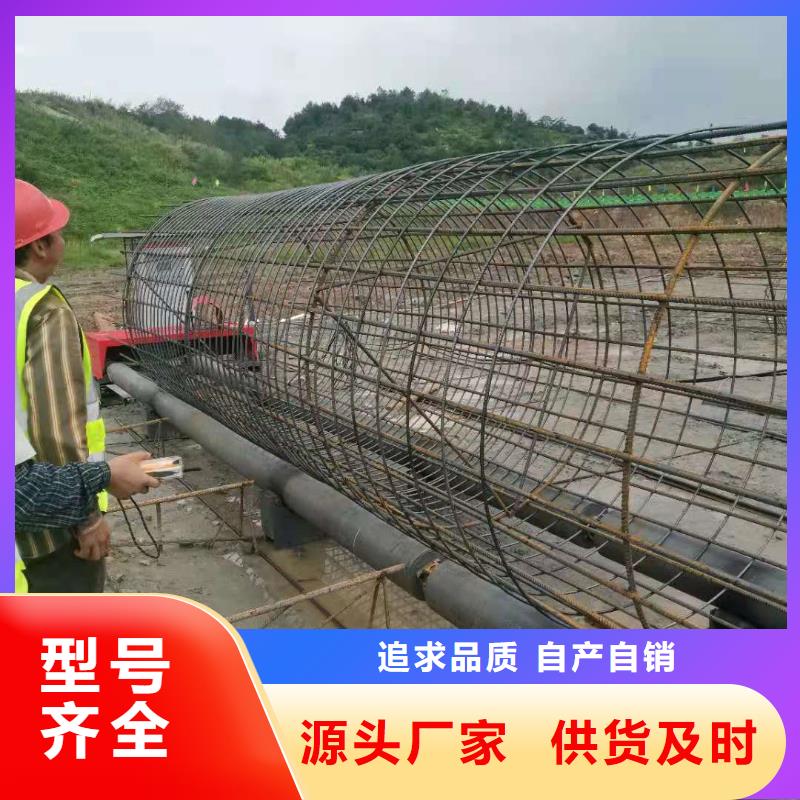
钢筋笼滚笼机 全自动钢筋笼绕筋机数控系统通电后的检查: (1)先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。 (2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。 (3)CNC装置的各种参数。包括系统参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。 (4)当数控装置与机床联机通电时,应在接通电源的同时,作好按压紧急停止按钮的准备,以备出现紧急情况时随时切断电源。 (5)在手动状态下,低速进给移动各个轴,并且注意观察机床移动方向和坐标值显示是否正确。
 <济南>建贸机械设备有限公司
<济南>建贸机械设备有限公司
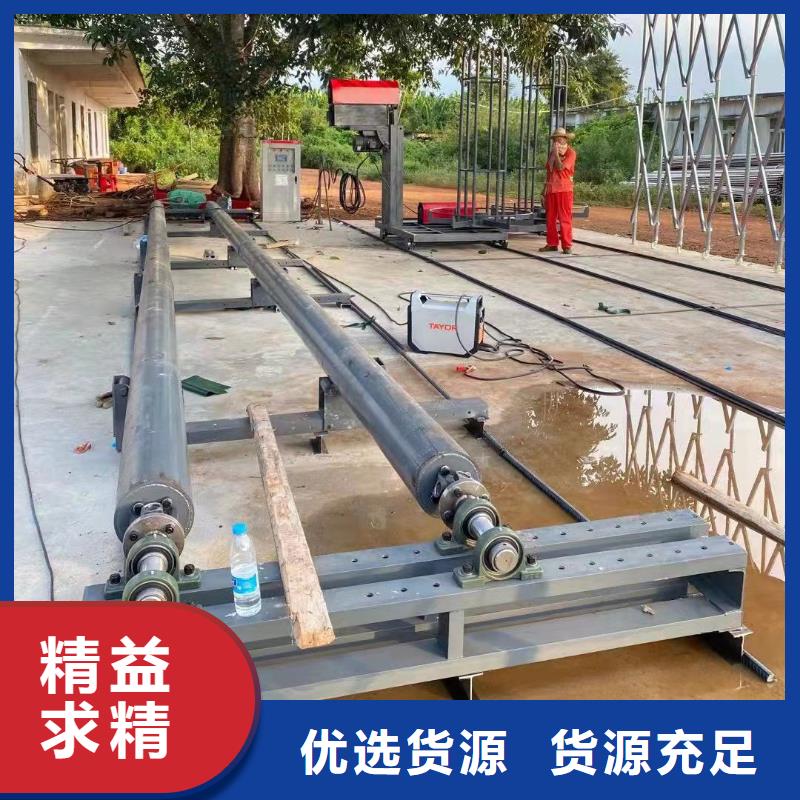
全自动数控钢筋笼缠绕机构说明1.折弯成型机构:本站主要负责箍筋的成型。将送至的钢筋弯折成我们所设定的形状。本站的动力来源是一个伺服马达。可以正反双向弯折钢筋,可控制芯轴伸缩,上下以及更换芯轴大小。2.快速剪切机构:本站主要负责钢筋成型后的剪切。由马达和气动刹车离合构成。在剪切后瞬间完成剪切。方便快捷。3.垂直整直机构:本站主要是钢筋的垂直方向直线度。采用的是对辊式的调直。只需各组滚轮的深浅程度,就可以很方便的调直钢筋的垂直方向。4.自动送料机构:本站主要负责钢筋在弯箍中的送线。由伺服马达带动两组滚轮完成送线的。准确而快捷。5.水平整直机构:本站主要是钢筋的水平方向直线度。钢筋笼滚笼机
jmc 10592
10592

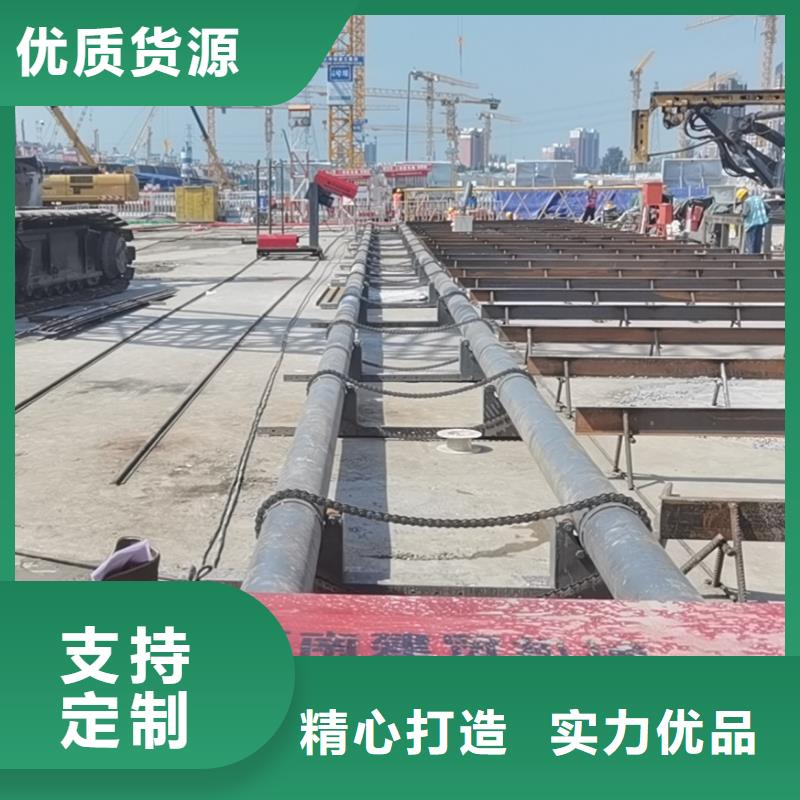
钢筋笼绕筋机特点:钢筋笼绕筋机自动化程度高。采用计算机控制、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。2.焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。3.。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。 钢筋笼滚笼机钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。